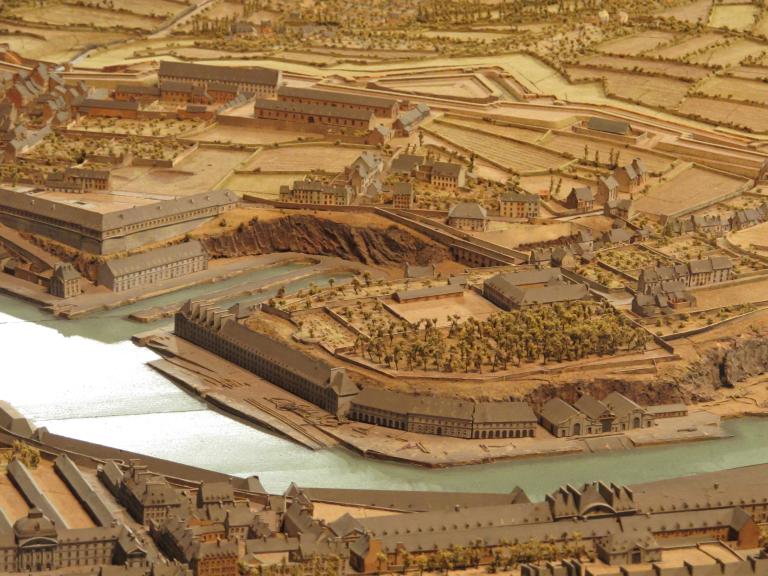
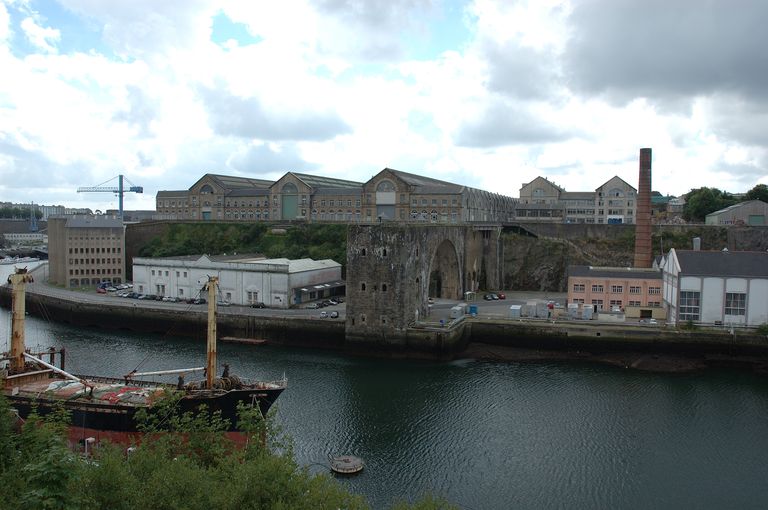
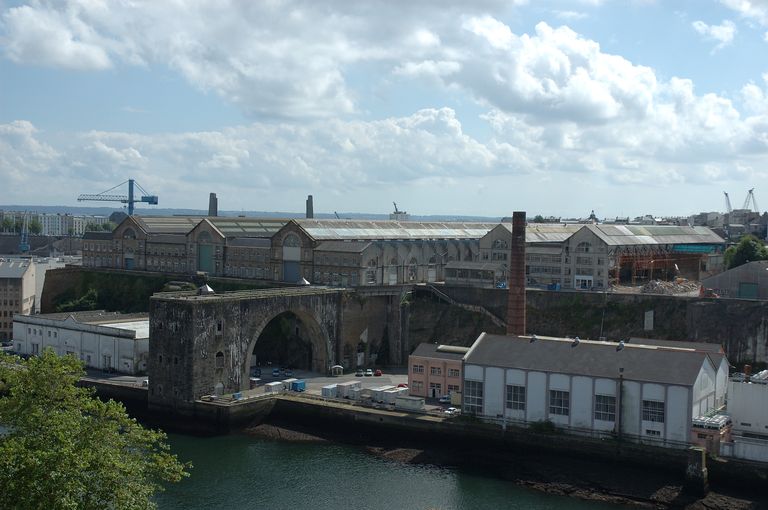
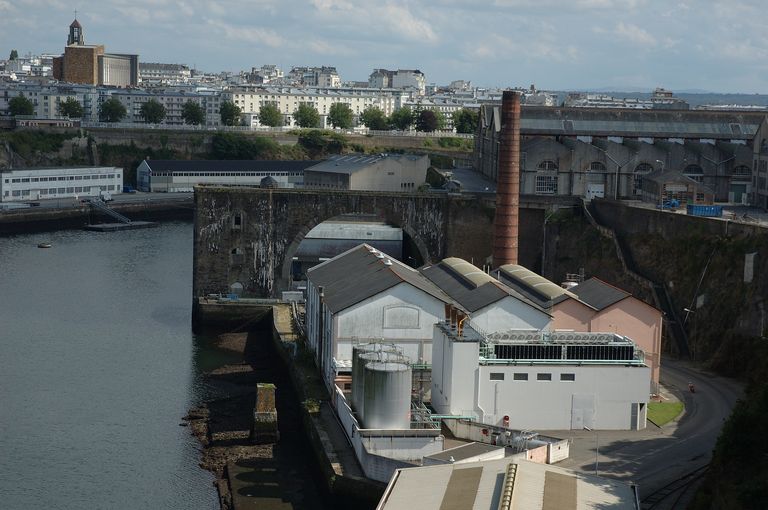
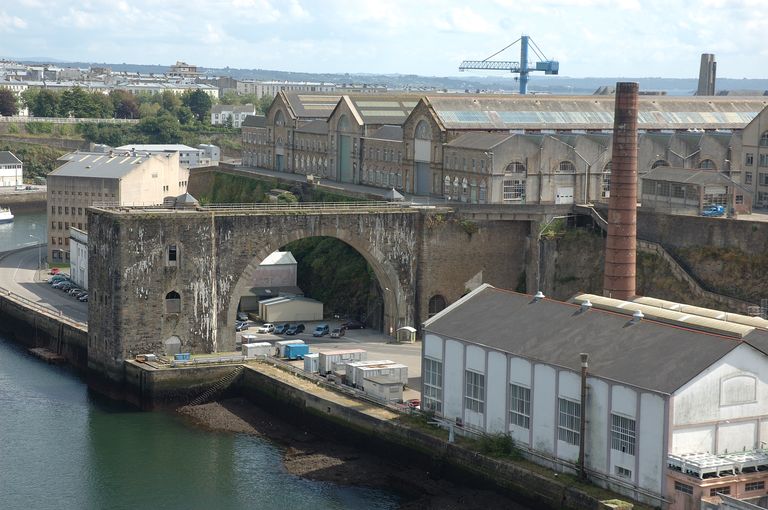
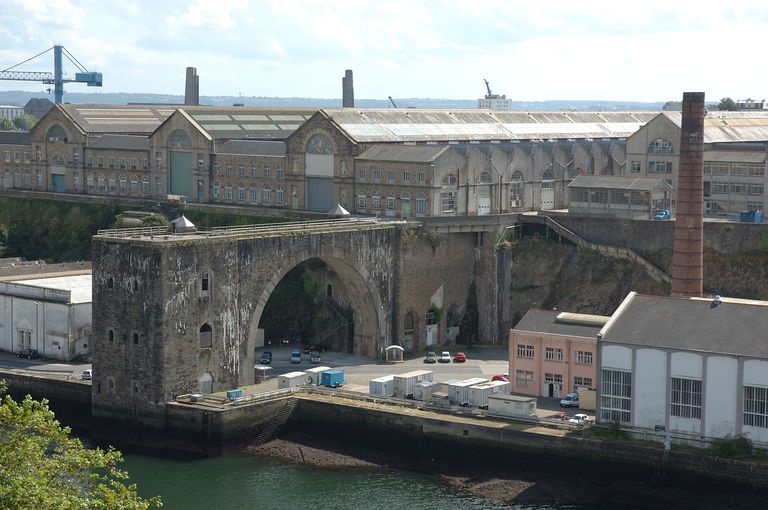
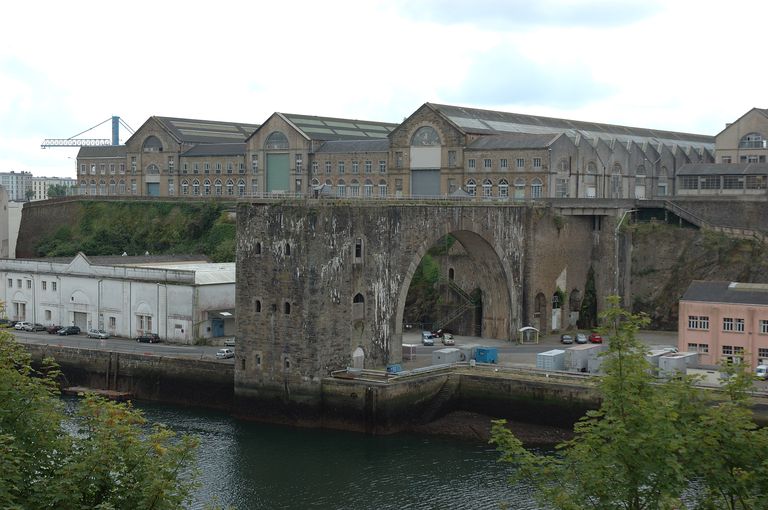
"Les ateliers du plateau des Capucins. Situés sur l'emplacement qu'occupait l'ancien couvent de ce nom, acheté par Louis XVI en 1789 et attribué à la Marine par décret du 12 mars 1791, ils ont été fondés de 1841 à 1845, sur les plans combinés de Messieurs Fauveau, directeur des constructions navales, et Menu du Mesnil, ingénieur des travaux hydrauliques, et plus que doublés, de 1858 à 1864. Ils occupent une superficie de deux hectares et demi, et par leur mode de construction, leurs dispositions intérieures, leur outillage, ils forment un établissement grandiose, sans rival peut-être en Europe. Le sol du plateau est élevé de 25 mètres au-dessus du niveau des quais ; mais cet inconvénient qu'on n'a pu éviter à cause de l'impossibilité où l'on était de trouver ailleurs un emplacement suffisant, est atténué, non seulement par la proximité des grandes forges et autres ateliers des constructions navales, mais encore par l'établissement d'une rampe praticable aux voitures, ainsi que par celui de grues reliées aux ateliers par un réseau complet de voies ferrées. Cet établissement se compose de trois grandes halles parallèles, larges de 16 mètres, longues de 150, séparées les unes des autres par des bâtiments plus bas dits annexes. On les appelle, en raison de leur destination, halles de fonderie, d'ajustage et de montage. A l'Est de cette dernière, les bâtiments annexes prennent une grande importance et sont occupés par la grosse chaudronnerie.
En voici la description sommaire, extraite textuellement de la Promenade dans le port de Brest, notice de monsieur Levot, insérée en tête de l'annuaire de Brest pour 1865 :
La grosse chaudronnerie, où l'on s'occupe de la confection des chaudières des bâtiments à vapeur, est sillonnée par trois voies ferrées qui communiquent avec le réseau et pénètrent de 30 mètres dans l'atelier. Cet atelier peut contenir de 40 à 50 corps de chaudières de 120 chevaux chacun. Au-delà des 30 mètres, sur une seule ligne parallèle à la façade sont rangés 16 autels de forge ayant chacun sa cheminée. Environ 20 machines-outils à percer, buriner, cintrer, etc. sont alimentées, ainsi que les souffleries des forges, par deux machines de la force de 20 chevaux chacune, dont une seule suffit, à la rigueur, au service de l'atelier, qui n'est jamais exposé à chômer. Enfin, un four à réchauffer les tôles d'un nouveau modèle complète l'outillage. Dans les bâtiments voisins de l'atelier se trouvent ses dépendances, c'est à dire la chaudronnerie de cuivre, contenant quatre autels de forge et quelques machines-outils, une salle d'épure des chaudières, une salle de remise, une salle de dessinateurs et deux magasins, dont un seul peut contenir 40 corps de chaudières. Trois cents hommes forment le personnel de cet atelier, mais l'outillage permet d'en occuper quatre cents.
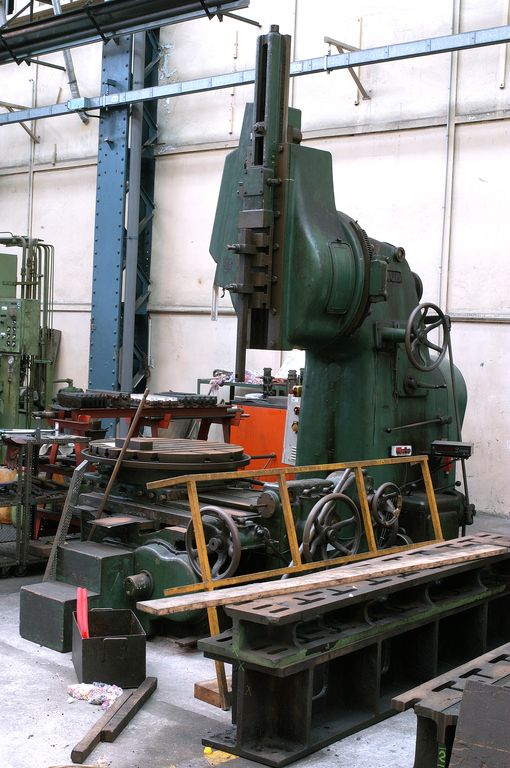
Les halles du montage et de l'ajustage sont désignées avec leurs annexes sous le nom spécial d'atelier des machines. A leur sortie des forges ou de la fonderie, les pièces de fonderie, préalablement tracées dans la halle de montage, sont envoyées dans celle de l'ajustage où elles sont tournées, rabotées, burinées, etc., et quand tous les organes d'une machine ont été ainsi préparés isolément, on fait le montage de la machine avant de l'envoyer au navire auquel elle est destinée.
L'outillage de la halle de montage se compose d'un chariot destiné au transport et à la manœuvre des pièces d'un très grand poids qu'il faut présenter les unes aux autres avec beaucoup de précision. Ce chariot, construit à Brest, pèse 61 tonnes et peut manœuvrer facilement un poids de quarante tonnes. Sa translation et l'élévation du poids se font au moyen d'une corde sans fin qui transmet au chariot, en quelque endroit de sa course qu'il se trouve, le mouvement des machines. Deux autres chariots, du poids de 12 tonnes chacun, sont mus à bras, et transportent des charges de trois tonnes. Une ligne de rails qui traverse l'atelier dans toute sa longueur aide à la facilité des manœuvres. Les grandes machines-outils à raboter et à buriner placées à l'extrémité sud de la halle de montage, appartiennent, de fait, à l'ajustage, mais elles n'ont pu y être établies à cause de leurs grandes dimensions.
L'ajustage, occupant la grande halle centrale et ses annexes, est divisé dans sa largeur par deux rangées de colonnes laissant entre elles une rue de 10 mètres et supportant deux étages de plancher. Plus de 80 machines à tourner, raboter, buriner, etc. occupent le-rez-de-chaussée, ainsi que le premier étage et leurs annexes. Tous ces outils sont disposés de manière à pouvoir être mis en mouvement par une seule machine, dont la force se transmet jusqu'à 200 mètres, au moyen d'un système d'arbre de couche à grande vitesse dont l'ensemble présente un développement de plus de 500 mètres.
Les ateliers du montage et de l'ajustage emploient 800 ouvriers que l'outillage permettrait de porter à 1200. Les chambres des machines motrices, de la force de 48 chevaux chacune, sont placées avec leurs chaudières dans la cour située entre l'atelier du montage et de la fonderie. Chacune de ces deux chambres est munie de deux citernes dans lesquelles sont recueillies les eaux pluviales jusqu'à concurrence de 786 mètres cubes pour celle du sud et 576 pour celles du nord. Ces eaux sont filtrées et destinées à l'alimentation des chaudières.
La fonderie, qui occupe la troisième grande halle, d'une superficie de 3600 mètres carrés, ses annexes comprises, est pourvue de deux grands fours Wilkinson pouvant contenir chacun 4500 kilogrammes de métal ; de quatre petits susceptibles d'en fondre 2500 chacun, et de deux fours à réverbère, les deux plus grands qu'on ait jamais établis et pouvant contenir jusqu'à 10000 kilogrammes de métal chacun. Les six premiers ont chacun leurs cheminées. Les souffleries de ces fours sont alimentées par un canal souterrain qui reçoit le vent d'un ventilateur mu par les machines de l'ajustage. La fonderie est encore pourvue de huit grues, dont quatre peuvent élever chacune de 25 à 30000 kilogrammes et les quatre autres, 22000 kilogrammes aussi chacune. Avec son outillage actuel et un personnel de 130 ouvriers, l'atelier peut fondre des pièces de 20000 kilogrammes et produire par mois 45000 kilogrammes. Un outillage complet et un personnel augmenté permettraient d'élever la production mensuelle à 130000 kilogrammes.
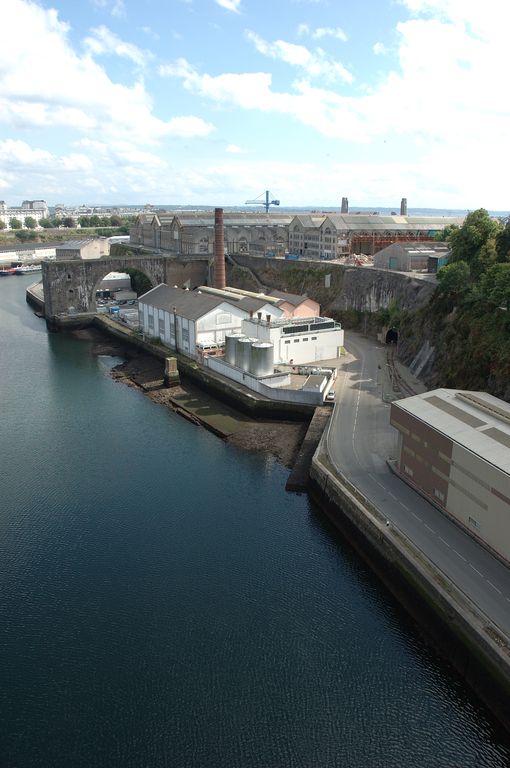
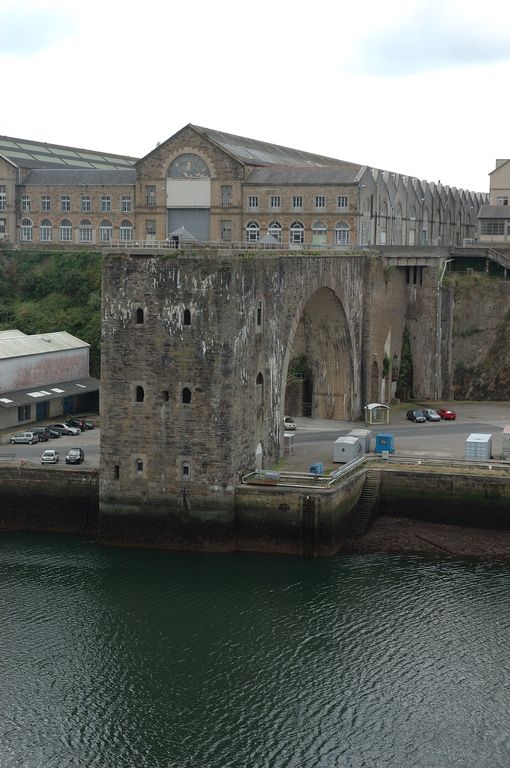
Le viaduc, la grue, les forges de Bordenave. Aux extrémités Sud et Nord de ces ateliers sont deux môles en maçonnerie, celui de la chaudronnerie et celui du viaduc, où sont établies des grues puissantes. Ce dernier môle est relié au terre-plein du plateau par une arche en plein-cintre de 30 mètres d'ouverture, toute en pierre de taille, exécutée de 1848 à 1857, sur les plans de monsieur Menu du Mesnil. Une voie de fer, établie sur le plateau du viaduc et s'embranchant sur le réseau des ateliers, amène les pièces ouvrées sur la plate-forme où une grue en métal, dite grue du viaduc, exécutée sur les plans de monsieur Gervaise et capable de porter des poids de 40 tonnes, vient les saisir, puis, roulant sur ses galets, va les porter à 10 mètres de distance sur les navires, ou les enlève des dits navires avec la même facilité. Cette grue peut encore, avec avantage, servir de machine à mâter. Quant aux forges de Bordenave, exécutées de 1862 à 1865, elles sont situées sur les terrains récemment acquis dans le voisinage du plateau. Elles ont 90 mètres de long, 15 de large, 40 feux, et desservent l'atelier des machines qui n'a plus à demander aux grandes forges que les très grosses pièces. L'ensemble des travaux se rattachant aux ateliers des Capucins, outillage compris, a donné lieu à une dépense d'environ 10 millions.
(Extrait de Les ports militaires de la France - Brest - Établissements de la marine. Revue maritime et coloniale, 1866.)